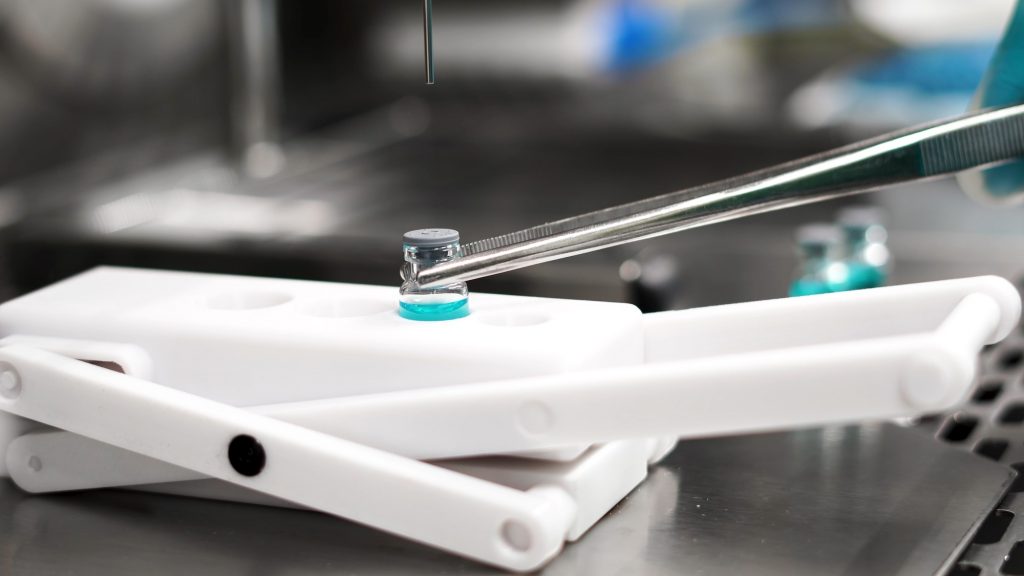
Overcoming Technical Challenges in Gene Therapy Product Fill-Finish Operations
Sterile Manufacturing
Overcoming Technical Challenges in Gene Therapy Product Fill-Finish Operations
Cutting losses in drug manufacturing: A new era in fill-finish technology

Sterile Manufacturing
Cutting losses in drug manufacturing: A new era in fill-finish technology
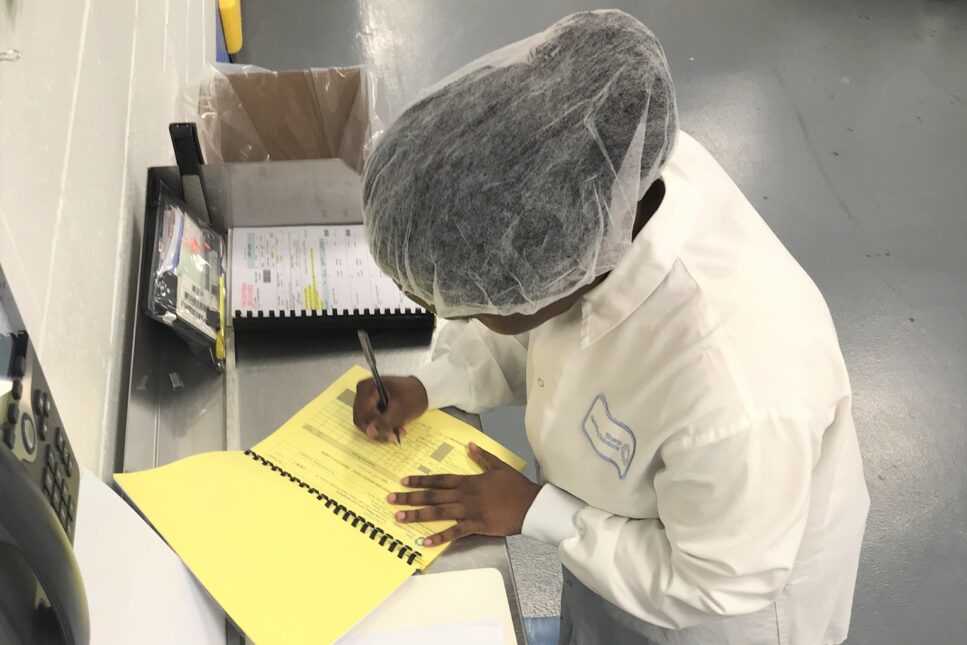
Clinical trial challenges in China: How a Sharp and ClinsChain pairing is breaking down barriers

Clinical Services
Clinical trial challenges in China: How a Sharp and ClinsChain pairing is breaking down barriers

IRT/RTSM: Key factors you need to know before choosing a solution for your trial

Clinical Services
IRT/RTSM: Key factors you need to know before choosing a solution for your trial
Challenges in Filling for Alum Drug Products: What Does a CDMO Need to Successfully Fill Alum Drug Products?

Sterile Manufacturing
Challenges in Filling for Alum Drug Products: What Does a CDMO Need to Successfully Fill Alum Drug Products?
Container Closure Integrity Testing (CCIT): New FDA Guidelines and What They Mean

Sterile Manufacturing
Container Closure Integrity Testing (CCIT): New FDA Guidelines and What They Mean

The science of viscous drug product filling: Pumps, pressure, and process optimization

Sterile Manufacturing
The science of viscous drug product filling: Pumps, pressure, and process optimization
Learn more about Sharp

Our experience is your strength
Contact us